
Le processus complet d’impression 3D d’un appareil auditif sur mesure (du début à la fin)
L’impression 3D transforme la fabrication des prothèses auditives sur mesure. Le bon workflow transforme une empreinte d’oreille numérisée en un dispositif confortable et précis avec un minimum de travail manuel. Voici un guide pratique, étape par étape, qui passe en revue la numérisation, la modélisation, le postcure, le moulage, le remplissage, la cassure et l’épluchage, l’usinage et la finition finale — en utilisant la résine Easy Rip de MACK4D comme matériau de moulage.
Aperçu du workflow
Le processus suit une séquence claire :
- Numérisation
- Modélisation
- Postcure et préparation du moule
- Remplissage du moule
- Cassure et épluchage du moule
- Usinage et nettoyage
- Finition finale et contrôle qualité
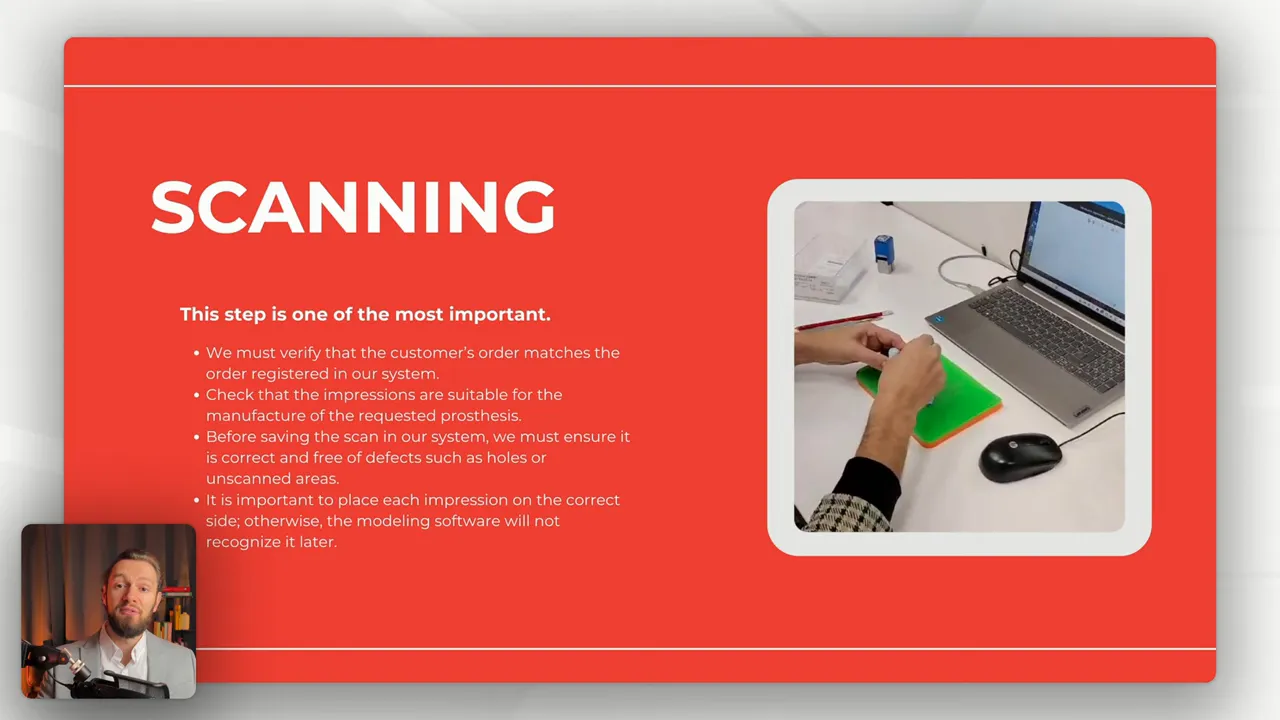
Étape 1 : Numérisation — posez de bonnes bases
Une numérisation précise est l’étape la plus importante. Commencez par vérifier que la commande du client correspond à la commande enregistrée dans votre système et que les empreintes sont adaptées à la prothèse demandée. Avant d’enregistrer une numérisation :
- Vérifiez l’absence de trous ou de zones non numérisées et rescannez si nécessaire.
- Placez chaque empreinte du bon côté. Le logiciel de modélisation dépend d’une orientation correcte, et un mauvais placement peut provoquer des erreurs de reconnaissance par la suite.
- Confirmez que les empreintes correspondent aux exigences de fabrication pour le type de prothèse.
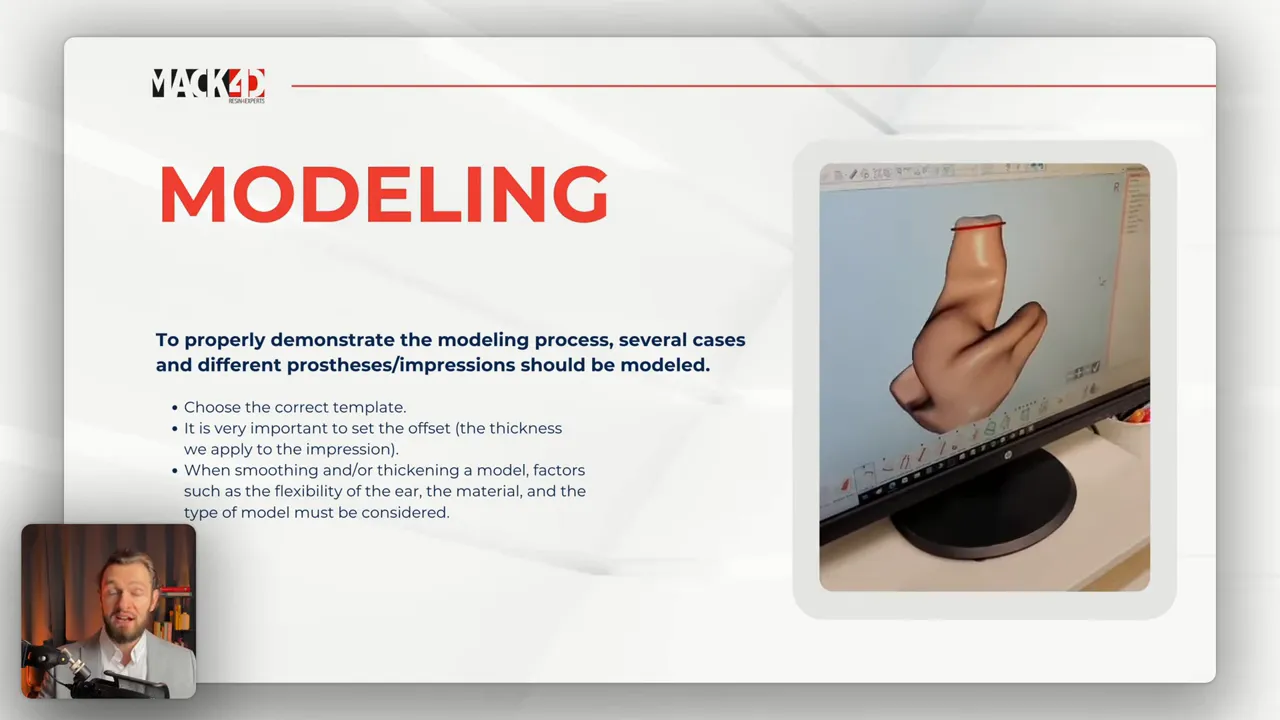
Étape 2 : Modélisation — gabarits, offsets et ajustement
La modélisation transforme la numérisation en un négatif exploitable en production. Plusieurs points pratiques garantissent un bon résultat :
- Choisissez le gabarit correct pour le type de prothèse et l’anatomie du patient.
- Réglez l’offset (l’épaisseur effective appliquée à l’empreinte) avec soin. L’offset influence le confort et la rétention.
- Lors du lissage ou de l’épaississement d’un modèle, tenez compte de la flexibilité de l’oreille, des propriétés du matériau et du type de modèle spécifique.
Étape 3 : Postcure et préparation du moule (avec la résine Easy Rip)
La résine Easy Rip est conçue pour les moules, plaques et protections antibruit en silicone. Elle est proposée en variantes avec des duretés Shore d’environ 35SH, 40SH ou 60SH, offre une surface lisse, sans défaut, et réduit au minimum le travail manuel lors du post-traitement.

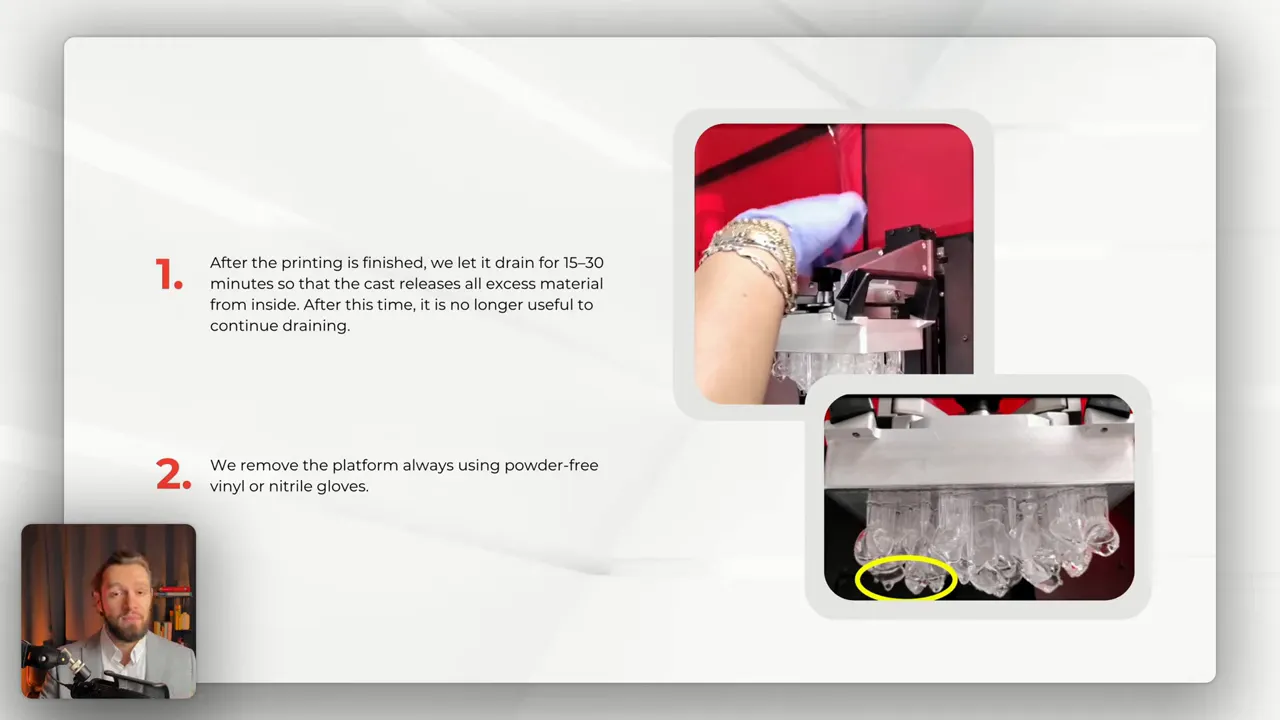
Flux de post-impression recommandé :
- Égouttage : Après l’impression, laissez les pièces s’égoutter pendant 15 à 30 minutes afin que l’excès de résine s’évacue des cavités internes. Au-delà de cette fenêtre, un égouttage supplémentaire apporte peu de bénéfice.
- Retrait de la plateforme : Utilisez des gants sans poudre ou en matériau naturel lors du retrait de la plateforme afin d’éviter toute contamination.
- Retirez le moule avec précaution : Évitez de casser les cônes de remplissage. Si un cône se casse, le moule peut tout de même être utilisé pour le remplissage.
- Bain ultrasonique n°1 : Immergez les moules dans un nettoyeur à ultrasons rempli d’alcool (Formlab ou équivalent) pendant environ 5 minutes. Assurez une immersion complète et une rotation pour un nettoyage efficace.
- Égouttage bref, puis ultrasons n°2 : Après quelques secondes d’égouttage, lancez un दूसरा cycle ultrasonique d’environ 1,5 minute pour éliminer les contaminants résiduels.
- Séchage à l’air : Soufflez de l’air sur chaque moule individuellement jusqu’à disparition des traces d’alcool.
- Photocurage : Placez les moules dans une chambre de photopolymérisation pendant environ 2,5 minutes. Un gaz ou de l’azote n’est pas nécessaire pour cette étape.
- Séchage au four en option : Pour un remplissage immédiat, séchez les moules dans un four à chaleur sèche à 70° C pendant environ 10 minutes afin de garantir un séchage complet. Si le remplissage est prévu plusieurs heures plus tard ou le lendemain, cette étape au four peut être ignorée.
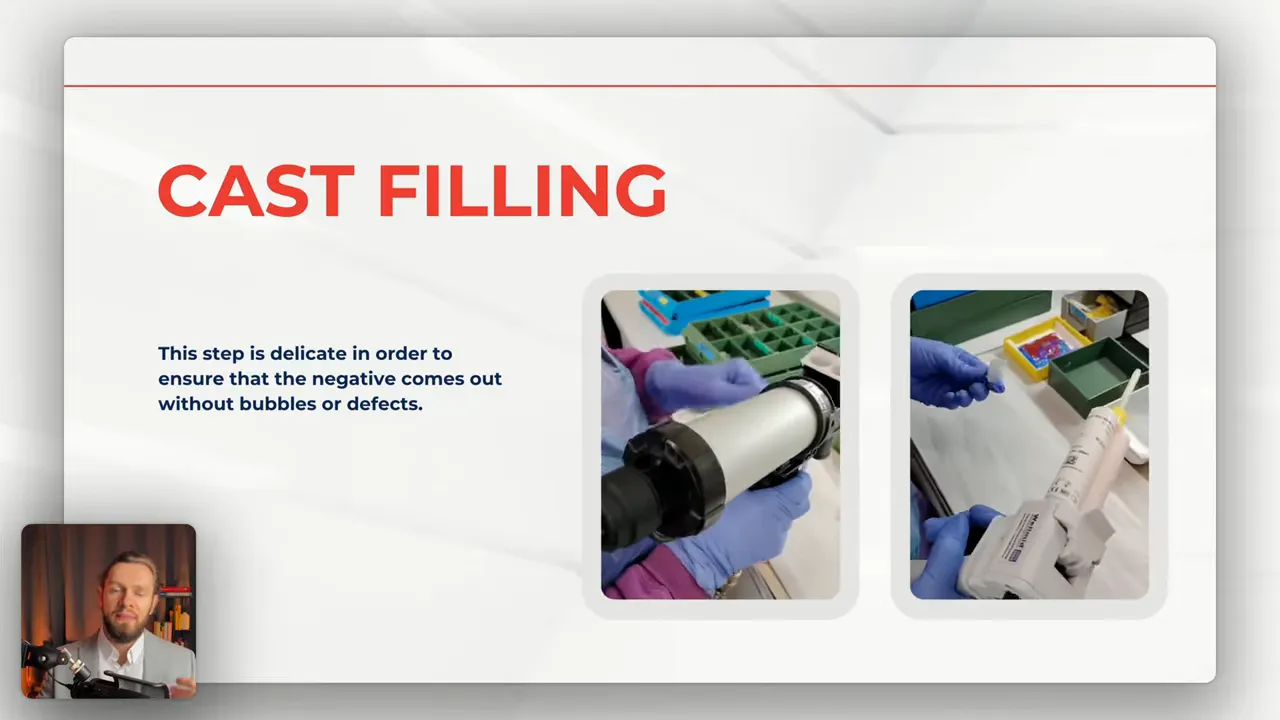
Étape 4 : Remplissage du moule — minimiser les bulles et les défauts
Le remplissage est une opération délicate. L’objectif est de créer un négatif sans bulles ni défauts de surface :
- Assurez-vous que le moule est complètement sec avant le remplissage afin d’éviter les vides.
- Versez ou injectez lentement et laissez l’air piégé s’échapper par les canaux prévus ou les points de ventilation.
- Inspectez immédiatement les irrégularités de surface et corrigez-les tant que le matériau est encore malléable.
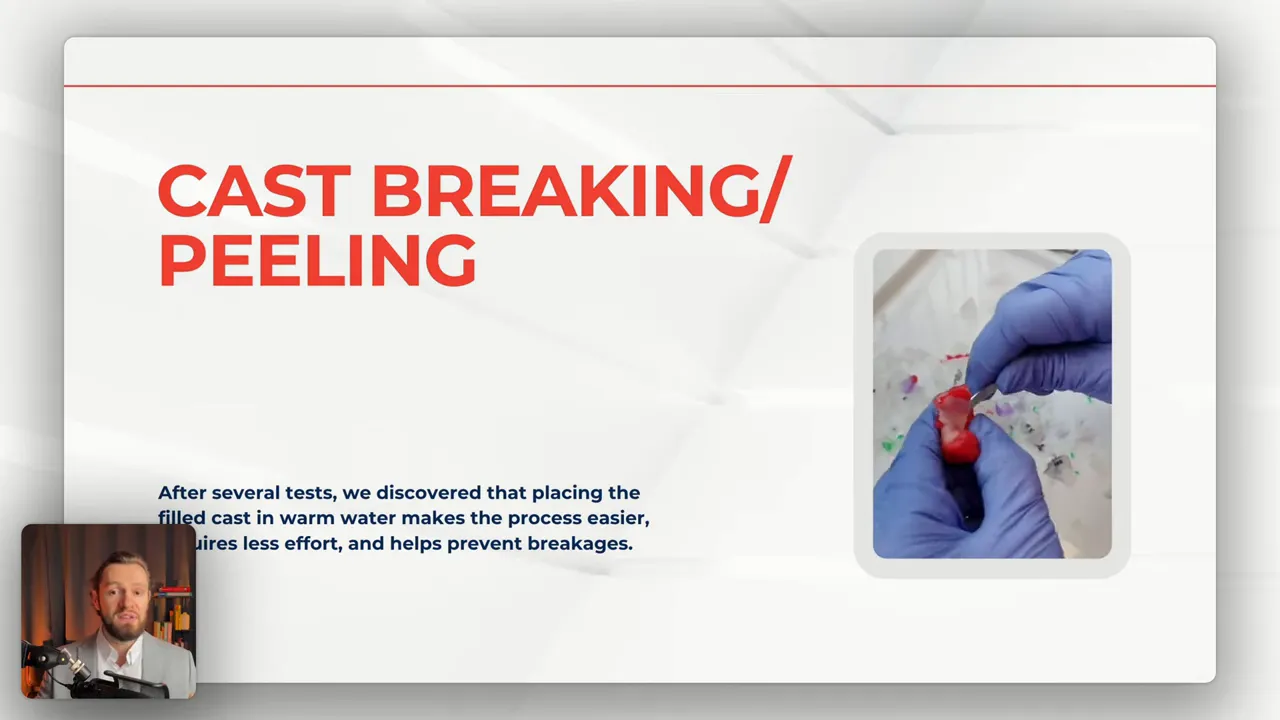
Étape 5 : Cassure du moule, épluchage et usinage
Après le remplissage et le durcissement, retirez le moule avec précaution afin de préserver le négatif final :
- Placer le moule rempli dans de l’eau chaude facilite la cassure et l’épluchage, réduit la force nécessaire et diminue le risque de casse.
- Découpez les canaux de drainage avec précision afin de préserver la géométrie de l’emboîture.
- Utilisez du papier abrasif fin pour retirer la graisse ou les petites imperfections et lisser les jonctions.
- Lavez et séchez soigneusement les pièces après l’usinage pour éliminer la poussière et les résidus.
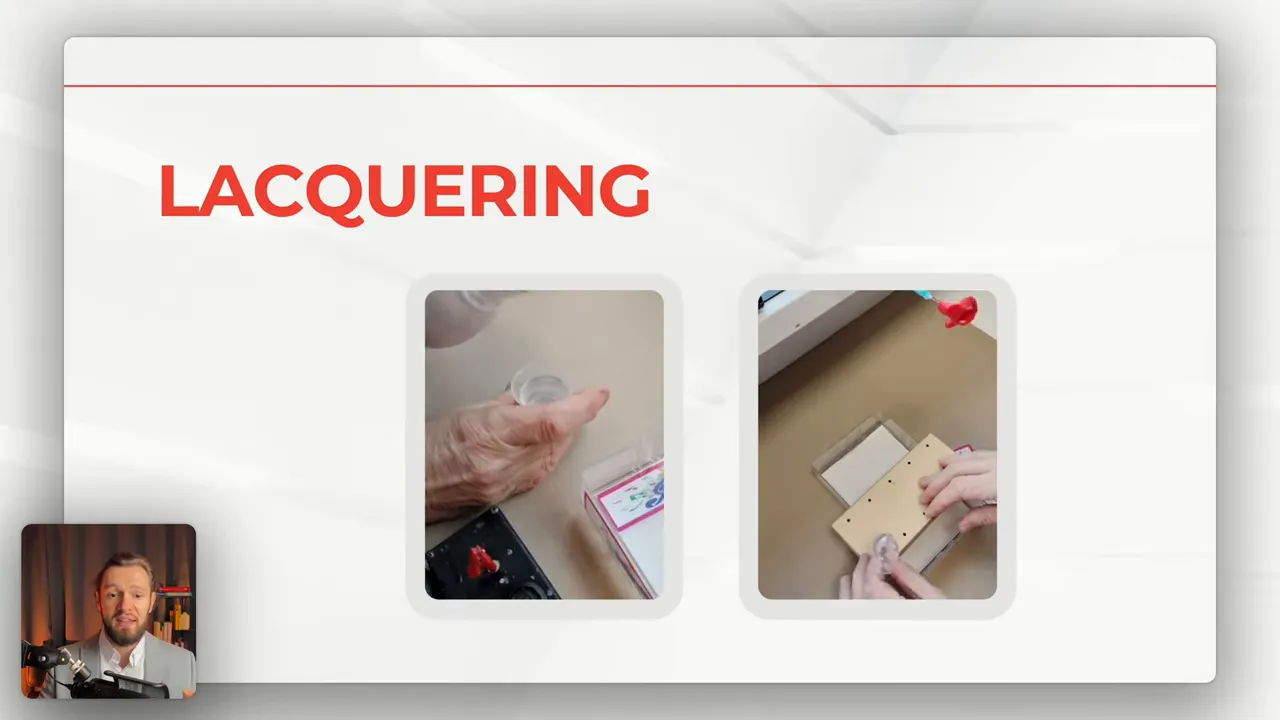
Étape 6 : Finition finale et contrôle qualité
Les dernières étapes allient esthétique et confort :
- Appliquez un vernis ou un revêtement pour obtenir la brillance finale, la résistance à l’usure et la compatibilité cutanée.
- Effectuez des contrôles dimensionnels et visuels afin de garantir l’ajustement, l’état de surface et l’absence de défauts.
- Documentez la commande et rattachez l’article fabriqué à la commande client d’origine pour assurer la traçabilité.
Il est très important de placer chaque empreinte du bon côté, car sinon le logiciel de modélisation ne la reconnaîtra pas plus tard.
Conseils pratiques et rappels
- Utilisez toujours des gants sans poudre lors de la manipulation des pièces après l’impression afin d’éviter toute contamination.
- Si un cône ou un petit support se casse pendant le retrait, évaluez la pièce avant de la jeter ; de nombreux moules restent utilisables.
- Ajustez les offsets en fonction de la flexibilité de l’oreille et du matériau prévu pour la prothèse finale afin d’obtenir un confort optimal.
- Conservez une routine de postcure prévisible et reproductible afin de réduire les variations entre les pièces et les lots.
L’utilisation d’une résine spécialement conçue comme Easy Rip, associée à un workflow cohérent, réduit les retouches manuelles et produit des négatifs lisses et fiables pour les appareils auditifs sur mesure. Pour découvrir les options de résine Easy Rip et les données techniques, consultez la page produit MACK4D : https://www.mack4d.de/en/MACK4D-Easy-Rip
Dépannage et conseils rapides
Si vous rencontrez des problèmes avec les impressions, le remplissage ou les finitions, utilisez cette liste rapide pour diagnostiquer et corriger les problèmes courants.
- Numérisations incomplètes : Rescannez l’empreinte, vérifiez l’orientation et confirmez l’absence de trous avant la modélisation.
- Défauts de surface après moulage : Assurez un séchage complet (four à 70° C pendant 10 minutes si le remplissage est immédiat) et effectuez le nettoyage ultrasonique en deux étapes exactement comme recommandé.
- Bulles dans les négatifs remplis : Remplissez lentement, utilisez les canaux de ventilation et évitez toute humidité dans le moule.
- Le moule se casse lors du démoulage : Un trempage dans l’eau chaude réduit la force nécessaire ; inspectez les cônes de support avant de les jeter — certains moules restent utilisables.
- Problèmes d’adhérence ou de revêtement : Nettoyez soigneusement après l’usinage et utilisez des vernis compatibles conçus pour le contact avec la peau.
Contrôles de processus suggérés
Pour obtenir des résultats réguliers, documentez ces paramètres pour chaque lot :
- Modèle d’imprimante et hauteur de couche
- Variante de résine (dureté Shore)
- Temps d’égouttage et durées des cycles ultrasoniques
- Temps de photocure et utilisation du séchage au four
- Méthode de remplissage et programme de durcissement
Conserver une fiche de suivi courte et standardisée jointe à chaque commande améliore la traçabilité et réduit les retouches.
Contactez 3D Printing Canada pour les résines MACK4D ou pour toute question concernant leurs applications.